公司名称:天津市众拓科技发展有限公司
座机:022-26642668
销售经理:刘经理
联系电话:18526603943
联系电话:18526603746
销售经理:闫经理
联系电话:18698157833
邮箱:1402284266@qq.com
公司地址:天津市北辰区天穆镇铁东路霍咀工业区汾河道6号

一、主要技术参数/Main Technical Parameters :
型号 | SZT-15T |
|
压力范围 | 0-15T (0-26.5Mpa) | |
油缸直径 | φ85mm | |
油缸升程 | 30mm | |
工作空间 | 94×94×150mm | |
外形尺寸 | 260×220×480mm | |
重量 | 45Kg |
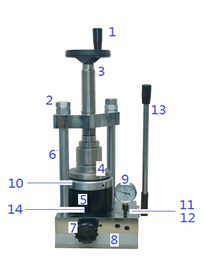
二、结构部件名称/Structure :
1、手轮/hand wheel 2、固定螺母/nut
3、丝杠/screw 4、工作台/worktable
5、油缸/big oil cylinder 6、支柱/column
7、泄压阀/oil-draining 8、底座/pedestal
9、压力表/pressure guage 10、注油孔/oil-injecting screw
11、吸油阀/oil-suction valve 12、进油阀/oil-suction valve
13、压力手把/manual handle 14、柱塞/piston
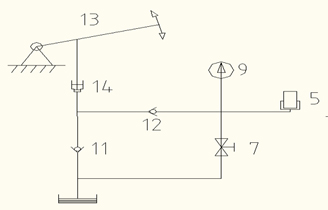
三、油路原理 :
四、操作简介:
将模具放置工作台面4中心部位,旋下丝杠3与模具压紧,旋紧泄压阀7,摆动压力手把13(摆动角度越大,升压速度越快)使油缸5上升,当样品压实后,压力表9指针稳步上升,上升至需要压力后停止压力,保压后,旋松泄压阀7使油缸回落原始位置,压力表指针归零,模具退模即可。
五、注意事项:
1.使用时不要超过压力允许范围,以免发生危险,尽量小于规定最高压力下使用,延长机器使用寿命。
2.当压力时手感有力,但压力表无显示,立即停止压力,检查压力表是否故障,以免超压发生危险。
3.泄压时泄压手轮勿旋松过多以免旋出手轮,里面密封钢珠掉落,影响机器正常使用。
4.加压时或退模时,油缸升程不要超过规定的行程30mm,以免部件损坏,如需高行程,可连续使油缸回落后旋下丝杠3继续使用,累计达到需要行程。
5.每次操作后,要使油缸回落至原始位置后,再进行下次操作,以免行程累计增加,造成行程超出范围情况。
6.压力表显示数值不是实际压力数值,请根据压力换算公式计算后设定。
7.使用前检查固定螺母2是否有松动现象,如松动必须紧固后再使用。
8.压片机使用46#液压油。
9.保持机器清洁,以防样品粉末及灰尘进入油路发生故障。
六、简单故障排除方法:
故障现象 | 原因 | 排除方法 |
无压 | 正确使用
缺油 | 1. 旋松吸油阀11螺钉,摇动手把13,加油从吸油阀11打出,拧紧吸油阀11螺钉 2. 注油孔10加46#液压油 |
漏油 | 密封不严 | 1. 更换密封垫 |
掉压 | 密封不严 异物堵塞 | 1. 更换漏油位置密封垫 2. 清理泄压阀7或进油阀12异物 |
上压慢 | 油缸存有空气 | 1. 将空气排出 |
以上排除方法可电话咨询
七、系统压力换算:
机器总压力(吨)=压力表显示数值(MPa)×油缸半径的平方×3.14
MPa | 5 | 10 | 15 | 20 | 25 | 26.5 |
tf | 2.8 | 5.7 | 8.5 | 11.3 | 14.2 | 15 |
(模具)样品实际压强换算:
样品实际压强=压力表显示数值(MPa)×油缸半径的平方÷样品半径的平方